 français
français English
English Español
Español Português
Português русский
русский 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Italiano
Italiano Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk اردو
اردو čeština
čeština Ελληνικά
Ελληνικά Українська
Українська Javanese
Javanese فارسی
فارسی தமிழ்
தமிழ் తెలుగు
తెలుగు नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine Қазақ
Қазақ Euskal
Euskal Azərbaycan
Azərbaycan slovenský
slovenský Македонски
Македонски Lietuvos
Lietuvos Eesti Keel
Eesti Keel Română
Română Slovenski
Slovenski मराठी
मराठी Српски
Српски 简体中文
简体中文 Esperanto
Esperanto Afrikaans
Afrikaans Català
Català עִברִית
עִברִית Cymraeg
Cymraeg Galego
Galego 繁体中文
繁体中文 Latvietis
Latvietis icelandic
icelandic יידיש
יידיש Беларус
Беларус Hrvatski
Hrvatski Kreyòl ayisyen
Kreyòl ayisyen Shqiptar
Shqiptar Malti
Malti lugha ya Kiswahili
lugha ya Kiswahili አማርኛ
አማርኛ Bosanski
Bosanski Frysk
Frysk ជនជាតិខ្មែរ
ជនជាតិខ្មែរ ქართული
ქართული ગુજરાતી
ગુજરાતી Hausa
Hausa Кыргыз тили
Кыргыз тили ಕನ್ನಡ
ಕನ್ನಡ Corsa
Corsa Kurdî
Kurdî മലയാളം
മലയാളം Maori
Maori Монгол хэл
Монгол хэл Hmong
Hmong IsiXhosa
IsiXhosa Zulu
Zulu Punjabi
Punjabi پښتو
پښتو Chichewa
Chichewa Samoa
Samoa Sesotho
Sesotho සිංහල
සිංහල Gàidhlig
Gàidhlig Cebuano
Cebuano Somali
Somali Точик
Точик O'zbek
O'zbek Hawaiian
Hawaiian سنڌي
سنڌي Shinra
Shinra հայերեն
հայերեն Igbo
Igbo Sundanese
Sundanese Lëtzebuergesch
Lëtzebuergesch Malagasy
Malagasy Yoruba
Yoruba














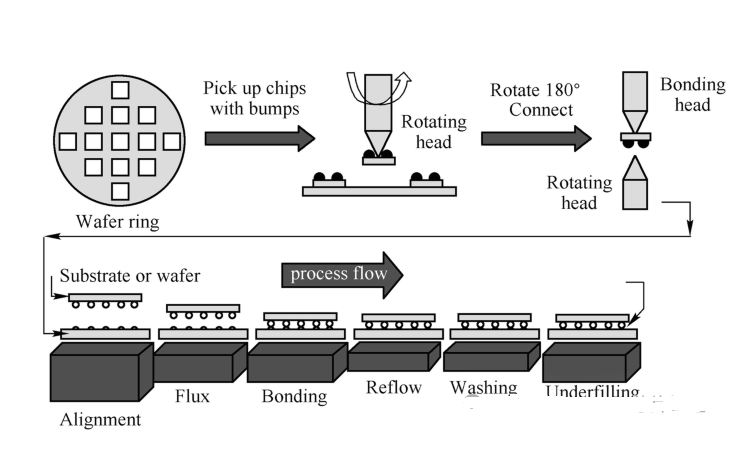
Laissez ' continuer à apprendre le processus de placement des puces.
Comme indiqué sur la photo de couverture.
1. Ramassage de jetons avec bosses:
Au cours de cette étape, la tranche a été découpée en puces individuelles, collées sur un film bleu ou un film UV. Lorsqu'il est nécessaire de ramasser les puces, les broches s'étendent depuis le bas, poussant doucement contre l'arrière de la puce, la soulevant légèrement. Dans le même temps, la buse à vide ramasse avec précision la puce par le haut, détachant ainsi la puce du film bleu ou du film UV.
2. Orientation de la puce:
Une fois que la puce est ramassée par la buse à vide, elle est transmise à la tête de liaison et pendant le transfert, l'orientation de la puce est modifiée de sorte que le côté avec les bosses soit orienté vers le bas, prêt à être aligné avec le substrat.
3. Alignement des puces:
Les bosses de la puce pivotée sont précisément alignées avec les plots du substrat d'emballage. La précision de l'alignement est cruciale pour garantir que chaque bosse s'aligne avec précision avec la position du tampon sur le substrat. Le flux est appliqué sur les plages du substrat, ce qui sert à nettoyer, à réduire la tension superficielle des billes de soudure et à favoriser l'écoulement de la soudure.
4. Liaison de puce:
Après l'alignement, la puce est doucement placée sur le substrat par la tête de liaison, suivie de l'application d'une pression, d'une température et d'une vibration ultrasonique, ce qui provoque le dépôt des billes de soudure sur le substrat, mais ce lien initial n’est pas fort.
5. Redistribution:
La température élevée du processus de brasage par refusion fait fondre et couler les billes de soudure, créant un contact physique plus étroit entre les bosses de la puce et les plages du substrat. Le profil de température pour le brasage par refusion comprend les étapes de préchauffage, de trempage, de refusion et de refroidissement. À mesure que la température baisse, les billes de soudure fondues se resolidifient, renforçant considérablement la liaison entre les billes de soudure et les plots de substrat.
6. Lavage:
Une fois le brasage par refusion terminé, il y aura un flux résiduel adhérant aux surfaces de la puce et du substrat. Un produit nettoyant spécifique est donc nécessaire pour éliminer les résidus de flux.
7. Sous-remplissage:
Une résine époxy ou un matériau similaire est injecté dans l'espace entre la puce et le substrat. La résine époxy agit principalement comme un tampon pour éviter les fissures dans les bosses dues à des contraintes excessives lors d'une utilisation ultérieure.
8. Moulage:
Une fois le matériau d'encapsulation durci à la température appropriée, le processus de moulage est effectué, suivi de tests de fiabilité et d'autres inspections, complétant ainsi l'ensemble du processus d'encapsulation de la puce.
Ce sont toutes les informations sur les puces retournées dans la technique SMT. Si vous souhaitez en savoir plus, passez simplement une commande chez nous.
